

Gestor de Innovación CSV y Energía
Las energías nuevas o renovables son tipos de energía cuyas fuentes se caracterizan por la capacidad única de ser sustituidas continuamente en la naturaleza. Los ejemplos predominantes son la hidráulica, la solar, la geotérmica, la eólica y los biocombustibles. Estas fuentes de energía son relativamente desconocidas para la gran mayoría. Durante las últimas décadas, su aplicación se ha planteado repetidamente en la lucha contra la cambio climático. En consonancia con nuestro papel en la UE, nos esforzamos por ser el primer continente con un clima neutro para 2050. Sin duda, se trata de un objetivo difícil. Por ello, para lograrlo, las sociedades deben crear industrias que puedan emitir menos e inducir ecosistemas/tecnologías que puedan absorber más.
La emisión de gases de efecto invernadero (GEI) contribuye enormemente al cambio climático. Aproximadamente una cuarta parte corresponde al transporte (por carretera y aéreo), que depende en gran medida de los combustibles fósiles. El sector del transporte de la UE debe reducir significativamente sus emisiones para alcanzar la neutralidad de carbono. Esto sólo puede lograrse construyendo una industria sostenible que tenga en cuenta los combustibles más limpios y las opciones de movilidad. Una pieza del rompecabezas es bioetanol.

El bioetanol es un biocombustible renovable producido a partir de materia orgánica como maíz, trigo, sorgo y residuos agrícolas. Puede utilizarse directamente como carburante para motores o como mezcla en diversos combustibles líquidos como la gasolina, el gasóleo y el combustible para aviones.
Se considera "neutro en carbono", mientras que los motores alimentados con bioetanol pueden compensar las emisiones de CO2 durante la fase de crecimiento de los cultivos. Además, estos productos pueden generarse localmente y eliminar -hasta cierto punto- la dependencia de los combustibles fósiles.¿Qué ocurre en una refinería de bioetanol?
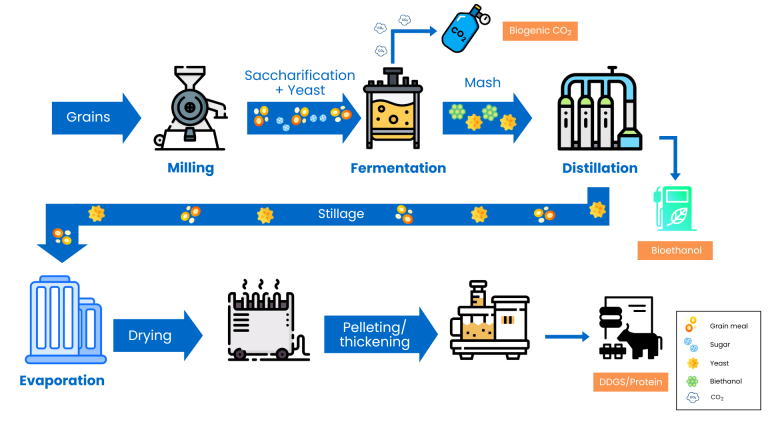
La producción de bioetanol comienza con la fermentación de las materias primas. El CO2, que es el primer producto de valor añadido de las plantas de bioetanol, se produce y captura durante ese proceso. Tras la fermentación, el mosto procede a la destilación y purificación para obtener el producto final de "bioetanol". En este proceso, sólo se utiliza la función del almidón, y el producto restante después de la destilación -llamado destilado- sigue siendo un subproducto muy valioso y contiene proteínas, fibras y aceite, que pueden procesarse para construir granos secos de destilería (DDG) o como proteína líquida para alimentar a los animales.
Como en cualquier otra aplicación industrial, la producción y la eficiencia de las refinerías de bioetanol dependen en gran medida de las dificultades que se presenten en cualquier unidad. Éstas pueden incluir incrustaciones, depósitos minerales y complicaciones relacionadas con la calidad del producto final.

Kurita apoya a esta industria con productos químicos innovadores diseñados para reducir la contaminación del aire, prevenir los depósitos y mejorar la fermentación y la recuperación del aceite de maíz para mejorar la rentabilidad de los fabricantes de etanol combustible. Todas nuestras carteras y más se pueden ver en nuestro página web específica.
Aunque cada planta tiene sus propios retos, la formación de depósitos y el ensuciamiento de los sistemas de evaporación son problemas comunes. Suelen observarse oxalatos y fosfatos en las superficies, lo que reduce la transferencia de calor y la eficacia de la producción. Gracias a la gama de productos ProHib, podemos conseguir que las plantas alcancen su máxima eficiencia mitigando la formación de incrustaciones. La familia de productos ProHib se compone de varios productos. La selección del ProHib adecuado se decide tras el estudio completo de los análisis de los depósitos realizados en nuestros Centro de investigación de Viersen.
Para que el ejemplo sea más sólido, vamos a referirnos al uso de ProHib 150 en un caso práctico. Las superficies de transferencia de calor del evaporador volvieron a estar en condiciones óptimas y la instalación obtuvo un ahorro anual de 114.000 euros. ProHib 150 redujo el número de operaciones de limpieza in situ de los evaporadores al año, reduciendo significativamente los gastos en productos químicos de limpieza in situ. Con ello, disminuyeron las tasas de uso de ácido y sosa cáustica, lo que repercutió positivamente en el balance hídrico de la planta. Al reducirse el uso de ácido, también disminuyeron las concentraciones de sulfato residual en el coproducto, mejorando así su calidad. El funcionamiento constante del evaporador generó una producción de aceite más significativa y predecible, lo que reforzó los resultados de la planta.
En conclusión, el bioetanol contribuye a las emisiones netas cero y minimiza la dependencia de los combustibles fósiles. Kurita está presente de forma activa para apoyar y optimizar la producción y contribuir al ahorro de agua y energía con una cartera de soluciones específicas.