

Gestor de Inovação CSV & Energia
As energias novas ou renováveis são tipos de energia cujas fontes se caracterizam pela capacidade única de serem continuamente substituídas na natureza. Os exemplos predominantes são a energia hidroelétrica, solar, geotérmica, eólica e os biocombustíveis. Estas fontes de energia eram relativamente desconhecidas para a grande maioria das pessoas. Durante as últimas décadas, a sua aplicação tem sido repetidamente apresentada na luta contra alterações climáticas. Em consonância com o nosso papel na UE, esforçamo-nos por ser o primeiro continente com impacto neutro no clima até 2050! Este é, sem dúvida, um objetivo desafiante. Assim, para o atingir, as sociedades devem criar indústrias que emitam menos e induzir ecossistemas/tecnologias que possam absorver mais.
A emissão de gases com efeito de estufa (GEE) é um dos principais factores que contribuem para as alterações climáticas. Cerca de um quarto destas emissões corresponde ao sector dos transportes (rodoviários e aéreos), que depende em grande medida dos combustíveis fósseis. O sector dos transportes da UE tem de reduzir significativamente as suas emissões para atingir a neutralidade carbónica. Este objetivo só pode ser alcançado através da construção de uma indústria sustentável que tenha em conta combustíveis mais limpos e opções de mobilidade. Uma peça do puzzle é bioetanol.

O bioetanol é um biocombustível renovável produzido a partir de matéria orgânica como o milho, o trigo, o sorgo e os resíduos agrícolas. Pode ser utilizado diretamente como combustível para motores ou como mistura em vários combustíveis líquidos, como a gasolina, o gasóleo e o combustível para aviões.
É considerado "neutro em termos de carbono", enquanto os motores a bioetanol podem compensar as emissões de CO2 durante a fase de crescimento das culturas. Para além disso, estes produtos podem ser gerados localmente e eliminar - em certa medida - a dependência dos combustíveis fósseis.
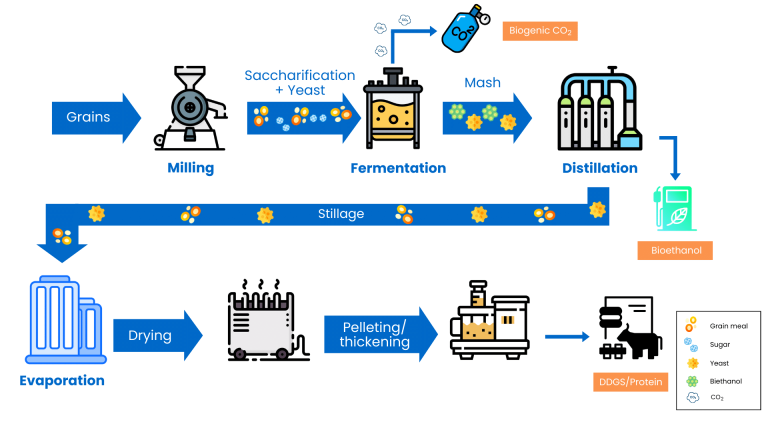
A produção de bioetanol começa com a fermentação das matérias-primas. O CO2que é o primeiro produto de valor acrescentado das instalações de produção de bioetanol, é produzido e capturado durante este processo. Após a fermentação, o mosto é objeto de uma destilação e de uma purificação para obter o produto final "bioetanol". Neste processo, apenas a função amido é utilizada, e o produto remanescente após a destilação - chamado de destilação - ainda é um subproduto muito valioso e contém proteínas, fibras e óleo, que podem então ser processados para construir grãos secos de destilaria (DDGs) ou como proteína líquida para alimentar os animais.
Como em qualquer outra aplicação industrial, a produção e a eficiência das refinarias de bioetanol dependem fortemente das dificuldades que ocorrem em qualquer unidade. Estas podem incluir incrustações, deposição de minerais e complicações relacionadas com a qualidade do produto final.

A Kurita apoia esta indústria com produtos químicos inovadores concebidos para reduzir a poluição do ar, evitar depósitos e melhorar a fermentação e a recuperação do óleo de milho para aumentar a rentabilidade do fabricante de etanol combustível. Todos os nossos portfólios e muito mais podem ser vistos em nosso página de destino.
Apesar de cada fábrica ter os seus desafios, a formação de depósitos e incrustações nos sistemas de evaporadores são problemas comuns. Oxalatos e fosfatos são tipicamente observados nas superfícies, reduzindo a transferência de calor e a eficiência da produção. Graças à gama de produtos ProHib, podemos levar as instalações à sua máxima eficiência, atenuando a formação de incrustações. A família de produtos ProHib é composta por vários produtos. A seleção do ProHib correto é decidida após o estudo completo das análises de depósitos efectuadas no nosso Centro de investigação em Viersen.
Para tornar o exemplo mais sólido, vamos referir-nos à utilização do ProHib 150 num estudo de caso. As superfícies de transferência de calor do evaporador voltaram a estar em condições óptimas e a instalação realizou uma poupança de custos anual de 114.000€. O ProHib 150 reduziu o número de eventos CIP para os evaporadores por ano, reduzindo significativamente as grandes despesas com produtos químicos CIP. Com isso, as taxas de uso de ácido e cáustico diminuíram, impactando positivamente o balanço hídrico da planta. Com a redução do uso de ácido, as concentrações de sulfato residual no co-produto também foram reduzidas, melhorando assim a qualidade do co-produto. A operação consistente do evaporador criou uma produção de óleo mais significativa e mais previsível, fortalecendo o resultado final da instalação.
Em conclusão, o bioetanol contribui para emissões líquidas zero e minimiza a dependência de combustíveis fósseis. A Kurita está ativamente presente para apoiar e otimizar a produção e contribuir para a poupança de água e energia com um portfólio de soluções específicas.
